


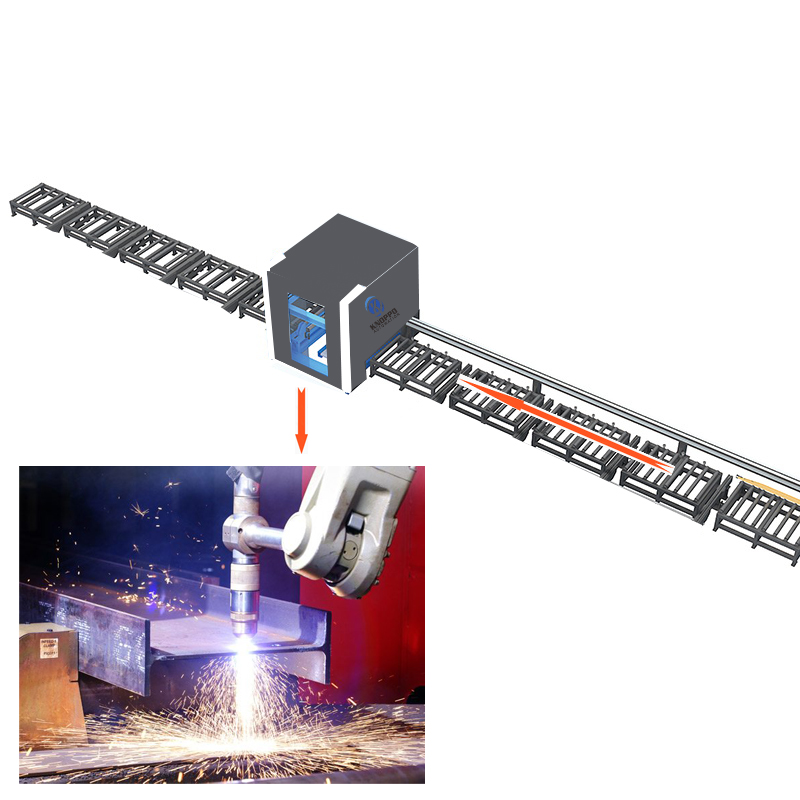
നിർമ്മാണം, കെമിക്കൽ, കപ്പൽ നിർമ്മാണം, മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ്, മെറ്റലർജി, ഇലക്ട്രിക് പവർ, മറ്റ് വ്യവസായങ്ങൾ എന്നിവയിൽ പൈപ്പ്ലൈൻ ഘടനാപരമായ ഭാഗങ്ങൾ മുറിക്കുന്നതിനും പ്രോസസ്സ് ചെയ്യുന്നതിനും ഈ എച്ച് ബീം കട്ടിംഗ് മെഷീൻ വ്യാപകമായി ഉപയോഗിക്കുന്നു.മുൻകാലങ്ങളിൽ, ഇത്തരത്തിലുള്ള പ്രോസസ്സിംഗിൽ ഭൂരിഭാഗവും പ്രോട്ടോടൈപ്പുകൾ നിർമ്മിക്കൽ, സ്ക്രൈബിംഗ്, മാനുവൽ ലോഫ്റ്റിംഗ്, മാനുവൽ കട്ടിംഗ്, മാനുവൽ പോളിഷിംഗ് എന്നിങ്ങനെ പിന്നോക്കവും സങ്കീർണ്ണവുമായ പ്രവർത്തന സാങ്കേതികതകൾ ഉപയോഗിച്ചിരുന്നു.CNC ഇന്റർസെക്റ്റിംഗ് ലൈൻ കട്ടിംഗ് മെഷീന് അത്തരം വർക്ക്പീസുകൾ വളരെ സൗകര്യപ്രദമായി മുറിക്കാനും പ്രോസസ്സ് ചെയ്യാനും കഴിയും.ഓപ്പറേറ്റർക്ക് കണക്കുകൂട്ടാനോ പ്രോഗ്രാം ചെയ്യാനോ ആവശ്യമില്ല.പൈപ്പ് ഇന്റർസെക്റ്റിംഗ് സിസ്റ്റത്തിന്റെ പൈപ്പ് റേഡിയസ്, ഇന്റർസെക്ഷൻ ആംഗിൾ, മറ്റ് പാരാമീറ്ററുകൾ എന്നിവ മാത്രം നിങ്ങൾ നൽകേണ്ടതുണ്ട്, കൂടാതെ മെഷീന് പൈപ്പിന്റെ വിഭജന രേഖ സ്വയം മുറിക്കാൻ കഴിയും.ലൈൻ ദ്വാരങ്ങളും വെൽഡിംഗ് ഗ്രോവുകളും വിഭജിക്കുന്നു.CNC പൈപ്പ് ഇന്റർസെക്റ്റിംഗ് ലൈൻ കട്ടിംഗ് മെഷീൻ ഡിജിറ്റൽ നിയന്ത്രണം സ്വീകരിക്കുന്നു, കൂടാതെ ഉപകരണങ്ങൾ [നിയന്ത്രണ അക്ഷങ്ങളുടെ എണ്ണം രണ്ട് മുതൽ ആറ് വരെ അക്ഷങ്ങളും മറ്റ് വ്യത്യസ്ത മോഡലുകളും ആണ്.ഓരോ മോഡലും ജോലി സമയം പോലെയുള്ള കട്ടിംഗ് സമയത്ത് കൺട്രോൾ ആക്സിസ് ഇന്റർലോക്കിംഗ് തിരിച്ചറിയുന്നു, കൂടാതെ വിവിധ വിഭജിക്കുന്ന ലൈനുകളും വിഭജിക്കുന്ന ദ്വാരങ്ങളും മുറിക്കുന്നതിനുള്ള പ്രവർത്തനങ്ങൾ ഉണ്ട്;ഫിക്സഡ് ആംഗിൾ ബെവൽ, ഫിക്സഡ്-പോയിന്റ് ബെവൽ, വേരിയബിൾ ആംഗിൾ ബെവൽ കട്ടിംഗ് ഫംഗ്ഷനുകൾ;പൈപ്പ് കട്ടിംഗ് നഷ്ടപരിഹാര പ്രവർത്തനം
| പ്രവർത്തന മേഖല | പേര് | പരാമീറ്ററുകൾ |
| എച്ച് ബീം/ഐ ബീം/ചാനൽ സ്റ്റീൽ/ആംഗിൾ സ്റ്റീൽ ബീം | 600mm-1500mm | |
| കട്ടിംഗ് രീതി | പ്ലാസ്മ/ജ്വാല | |
| ഫലപ്രദമായ കട്ടിംഗ് നീളം | 12മീ | |
| പ്രൊഫൈൽ കട്ടിംഗ് ഫോം | നിശ്ചിത നീളം നേരായ കട്ട്, നിശ്ചിത നീളം ചരിഞ്ഞ കട്ട് | |
| ബാധകമായ മെറ്റീരിയലുകൾ | കാർബൺ സ്ട്രക്ചറൽ സ്റ്റീൽ, സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ | |
| കട്ടിംഗ് | പ്ലാസ്മ പവർ ഉറവിടം | 200എ |
| രീതി | പ്ലാസ്മ കട്ടിംഗ് കനം | പിയേഴ്സ് കട്ടിംഗ് കനം 1-45 മിമി |
| ഓക്സി ഇന്ധന കട്ടിംഗ് കനം | ലംബ കട്ടിംഗ് കനം <60mm | |
| ബെവലിംഗ് കട്ടിംഗ് | ± 45. | |
| യന്ത്രം കൃത്യത | നീളത്തിൽ കൃത്യത മുറിക്കൽ | ± 1.5 മി.മീ |
| കട്ടിംഗ് വേഗത | 10 〜2000mm/min | |
| ചലിക്കുന്ന വേഗത | 10 〜6000 മിമി/മിനിറ്റ് | |
| അച്ചുതണ്ട് | റോബോട്ട് അക്ഷം | X ആക്സിസ്: കട്ടിംഗ് ടോർച്ച് ചലനം ഇടത്തോട്ടും വലത്തോട്ടും |
| Y1 ആക്സിസ്&Y2 ആക്സിസ്: ട്രൂ ബൈലാറ്ററൽ സിൻക്രൊണൈസേഷൻ ആക്സിസ്: കട്ടിംഗ് ടോർച്ച് ചലനം മുന്നോട്ടും പിന്നോട്ടും | ||
| ഒരു അച്ചുതണ്ട്: കട്ടിംഗ് ടോർച്ച് റൊട്ടേഷൻ | ||
| ബി അച്ചുതണ്ട്: കട്ടിംഗ് ടോർച്ച് അലറുന്നു | ||
| സി ആക്സിസ്: ബാഹ്യ വർക്ക്പീസ് തിരശ്ചീന ഫീഡിംഗിലേക്കാണ് | ||
| ZAxis: കട്ടിംഗ് ടോർച്ച് മുകളിലേക്കും താഴേക്കും | ||
| ഭാരം | മുറിക്കേണ്ട പരമാവധി പ്രൊഫൈൽ ഭാരം | 5000 കിലോ |
സാമ്പിൾ
വീഡിയോ
-
റോളർബെഡ് വലിയ വ്യാസമുള്ള CNC പൈപ്പ് കട്ടിംഗ് ബെവൽ...
-
5 ആക്സിസ് CNC ചതുരവും വൃത്താകൃതിയിലുള്ള പൈപ്പ് ട്യൂബും പ്ലാസ്മ ക്യൂ...
-
6 ആക്സിസ് എച്ച് ബീം CNC കട്ടർ പ്ലാസ്മ കട്ടിംഗ് കോപ്പിംഗ് ...
-
റോബോട്ടിക് CNC പ്ലാസ്മ പൈപ്പ് പ്രൊഫൈൽ കട്ടിംഗ് മെഷീൻ...
-
മെറ്റൽ ട്യൂബ്, ഷീറ്റ് CNC പ്ലാസ്മ കട്ടർ
-
എച്ച് ബീം ഫാബ്രിക്കേഷൻ ലൈൻ ഓട്ടോമാറ്റിക് എച്ച് ബീം കട്ടിൻ...





